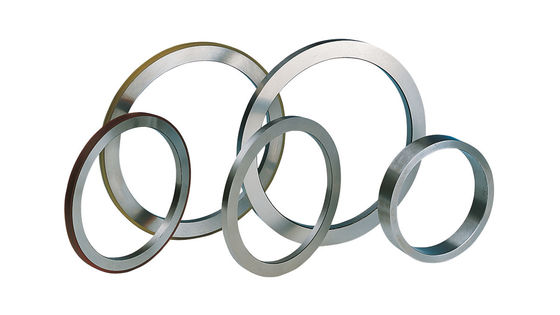
SENDA ผลิตใบมีดตัดแบบหมุน HRC55 สำหรับการตัดแผ่นสแตนเลส ม้วน และแถบสแตนเลสตามแนวยาวอย่างต่อเนื่อง
ใบมีดแต่ละใบได้รับการปรับแต่งตามเกรดสแตนเลส ความหนาของวัสดุ ความต้านทานแรงดึง ความเร็วในการตัด ขนาดแกน และสภาพของเครื่องจักร D2 และ SKD11 มีจำหน่ายเป็นตัวเลือกวัสดุใบมีดหลัก โดยมีช่วงความแข็ง HRC 55–57
สำหรับขนาดใบมีดที่เกี่ยวข้อง สามารถควบคุมความทนทานต่อความหนาได้ถึง ±0.001 มม. ความขนานกันจนถึง 0.002 มม. และความหยาบของพื้นผิวขัดเงาสูงถึง Ra 0.1 μm
ข้อมูลผลิตภัณฑ์ที่สำคัญ
|
รายการ
|
ข้อมูลจำเพาะ
|
| วัสดุใบมีด |
D2 / SKD11 |
| ความแข็ง |
เหล็กแผ่นรีดร้อน 55–57 |
| ขนาด |
ปรับแต่งตามภาพวาด |
| ขั้นต่ำ |
2 ชิ้น |
| เวลานำ |
ประมาณ 35 วัน |
| บรรจุภัณฑ์ |
กล่องไม้ |
| การลับคม |
มีจำหน่ายสำหรับลูกค้าต่างประเทศ |
ภาพรวมผลิตภัณฑ์
ใบมีดตัดแบบหมุน HRC55 ได้รับการติดตั้งที่ส่วนบนและล่างของเครื่องตัดสแตนเลส ใบมีดใช้ระยะห่างในแนวนอนที่ควบคุมและการเหลื่อมกันในแนวตั้งเพื่อแบ่งแผ่นเหล็กสแตนเลสหรือขดลวดออกเป็นแถบแคบๆ อย่างต่อเนื่อง
การใช้งานทั่วไป ได้แก่:
- เส้นตัดม้วนสแตนเลส
- เครื่องตัดแผ่นสแตนเลส
- การผลิตแถบสแตนเลส
- ศูนย์บริการแปรรูปโลหะ
- การประมวลผลแถบสแตนเลสที่มีความแม่นยำ
- ตัดขอบสแตนเลส
- ระบบตัดเฉือนแบบหลายใบมีด
ผลการตัดขั้นสุดท้ายไม่ได้ถูกกำหนดโดยความแข็งเพียงอย่างเดียว วัสดุใบมีด ความแม่นยำของมิติ รูปทรงของคมตัด สภาพของหัวจับ การกำหนดค่าตัวเว้นระยะ และพารามิเตอร์การติดตั้ง จะต้องสอดคล้องกับการใช้งานด้วย
ก่อนการผลิต SENDA จะตรวจสอบเกรดสเตนเลส ความหนา ความต้านทานแรงดึง ขนาดใบมีด และสภาพของเครื่องจักร
ปัญหาทั่วไปในการตัดเหล็กกล้าไร้สนิม
เสี้ยนขอบมากเกินไป
เศษครีบที่มากเกินไปอาจเกี่ยวข้องกับระยะหลบแนวนอนที่ไม่ถูกต้อง คมตัดสึกหรอ ข้อผิดพลาดในการติดตั้งใบมีด หรือการเบี่ยงเบนหนีศูนย์
ความหนาของใบมีดและความขนานยังส่งผลต่อตำแหน่งการตัดระหว่างใบมีดบนและล่างด้วย ในระบบการตัดเฉือนแบบหลายมีด การเบี่ยงเบนมิติในใบมีดและตัวเว้นระยะแต่ละอันอาจสะสมและเปลี่ยนแปลงระยะห่างในการตัดจริง
การควบคุมเสี้ยนจึงต้องได้รับการประเมินทั้งใบมีดและการกำหนดค่าเครื่องมือที่สมบูรณ์
การบิ่นที่ล้ำสมัย
การกะเทาะของใบมีดไม่ได้เกิดจากความแข็งไม่เพียงพอเสมอไป
หากความแข็งสูงเกินไปโดยไม่มีความเหนียวเพียงพอ การกะเทาะเฉพาะจุดอาจเกิดขึ้นเมื่อตัดเหล็กสเตนเลสที่มีความแข็งแรงสูง การใช้งานโดยใช้ใบมีดเหลื่อมกันมากเกินไป หรือเผชิญกับแรงกระแทกที่ผิดปกติ
หากความแข็งต่ำเกินไป การสึกหรอของคมตัดและความถี่ในการลับคมอาจเพิ่มขึ้น
ดังนั้นกลุ่มผลิตภัณฑ์ HRC 55–57 จึงต้องตรงกับสภาวะการอบชุบด้วยความร้อนที่ D2 หรือ SKD11 ความแข็งแรงของเหล็กสเตนเลส ความหนาของวัสดุ และภาระของเครื่องจักร
การสึกหรอของใบมีดไม่สม่ำเสมอ
การสึกหรอของใบมีดด้านเดียวหรือเฉพาะจุดอาจเกี่ยวข้องกับ:
- ความเรียบของใบมีดหรือความขนาน
- อาร์เบอร์หมดแรง
- การกำหนดค่าความหนาของตัวเว้นวรรค
- สภาพการล็อคเครื่องมือ
- โหลดไม่เท่ากัน
- ความหนาของสแตนเลสที่หลากหลาย
- การจับคู่ระหว่างใบมีดและชิ้นงานไม่ถูกต้อง
ก่อนเปลี่ยนใบมีด ควรตรวจสอบหัวจับ ตัวเว้นระยะ แหวนลอก และเงื่อนไขการติดตั้งด้วย
ความกว้างของแถบไม่เสถียร
ความแปรผันของความกว้างของแถบอาจเกิดจากความหนาของใบมีด ความแม่นยำของตัวเว้นระยะ การวางตำแหน่งหัวจับ การล็อคเครื่องมือ หรือการติดตามวัสดุ
สำหรับเส้นตัดแบบหลายใบมีด การควบคุมขนาดจะต้องครอบคลุมชุดประกอบเครื่องมือทั้งหมด แทนที่จะครอบคลุมเฉพาะใบมีดตัดแบบหมุนแต่ละใบเท่านั้น
เหตุใดวัสดุใบมีด ความแข็ง และความแม่นยำจึงต้องตรงกัน
HRC55 ไม่ใช่ปัจจัยการคัดเลือกเพียงอย่างเดียว
HRC55 ระบุระดับความแข็งแบบ Rockwell ของใบมีด แต่ไม่สามารถระบุได้อย่างอิสระว่าใบมีดนั้นเหมาะสมกับเส้นตัดสแตนเลสโดยเฉพาะหรือไม่
การเลือกใบมีดควรคำนึงถึง:
- เกรดสแตนเลส
- ความหนาของวัสดุ
- ความต้านทานแรงดึงหรือความแข็ง
- ความเร็วในการตัด
- ความกว้างของแถบที่ต้องการ
- เส้นผ่านศูนย์กลางภายนอกของใบมีด เส้นผ่านศูนย์กลางภายใน และความหนา
- สภาพเครื่องจักรและอาร์เบอร์
- ปัญหาเสี้ยน การบิ่น หรือการสึกหรอที่มีอยู่
D2 และ SKD11 สามารถอบชุบด้วยความร้อนได้ในช่วง HRC 55–57 ควรเลือกการกำหนดค่าวัสดุขั้นสุดท้ายและการบำบัดความร้อนตามสภาพการทำงานจริง
ความทนทานต่อความหนาส่งผลต่อการประกอบเครื่องมือ
สำหรับขนาดใบมีดที่เกี่ยวข้อง SENDA สามารถควบคุมความทนทานต่อความหนาของใบมีดได้จนถึง ±0.001 มม.
ในชุดเครื่องมือแบบหลายใบมีด ความหนาของใบมีดและตัวเว้นระยะจะเป็นตัวกำหนดความกว้างของเครื่องมือที่สะสม การเบี่ยงเบนสะสมที่มากเกินไปอาจส่งผลให้เกิดความผันแปรของความกว้างของแถบหรือความแตกต่างระหว่างระยะห่างการตัดจริงและที่ออกแบบไว้
ค่า ±0.001 มม. ใช้ไม่ได้กับทุกเส้นผ่านศูนย์กลางและความหนา ความคลาดเคลื่อนขั้นสุดท้ายได้รับการยืนยันตามขนาดใบมีดและเกรดความแม่นยำที่ต้องการ
ความขนานส่งผลต่อการสัมผัสของใบมีด
สำหรับขนาดใบมีดที่เกี่ยวข้อง สามารถควบคุมความขนานได้จนถึง 0.002 มม.
การเบี่ยงเบนขนานกันอาจทำให้หน้าสัมผัสเฉพาะจุด โหลดไม่สม่ำเสมอ หรือการสึกหรอของคมตัดไม่สอดคล้องกัน ความขนานที่ควบคุมได้ช่วยรักษาตำแหน่งหน้าสัมผัสที่ต้องการระหว่างใบมีดบนและล่าง
ความหยาบของพื้นผิวส่งผลต่อแรงเสียดทานและการสัมผัส
พื้นผิวละเอียดมาตรฐานสามารถเข้าถึง Ra 0.2 μm
สำหรับขนาดใบมีดที่ใช้บังคับ จะมีพื้นผิวขัดเงาขนาด Ra 0.1 μm ให้เลือก
ควรเลือกการตกแต่งพื้นผิวที่ต้องการตามความต้องการพื้นผิวสเตนเลส การยึดเกาะของวัสดุ ความเร็วการตัด และสภาพการทำงาน
SENDA HRC55 โซลูชันใบมีดตัดโรตารี
ปรับแต่งตามแบบและสภาพการใช้งาน
SENDA ผลิตใบมีดตัดแบบหมุน HRC55 ตามแบบของลูกค้า ตัวอย่างทางกายภาพ หรือขนาดใบมีดที่มีอยู่
รายการที่ปรับแต่งได้ได้แก่:
- เส้นผ่านศูนย์กลางภายนอก
- เส้นผ่านศูนย์กลางภายใน
- ความหนาของใบมีด
- เจาะพอดี
- รูปทรงของคมตัด
- ความแข็ง
- ความเรียบ
- ความเท่าเทียม
- ความหยาบผิว
- ป้องกันสนิม
- วิธีการบรรจุ
มีการตรวจสอบเกรดสเตนเลส ช่วงความหนา ความต้านทานแรงดึง ความเร็วตัด และสภาพของเครื่องจักรก่อนการผลิต
ตัวเลือกวัสดุ D2 และ SKD11
D2 และ SKD11 เป็นเหล็กกล้าเครื่องมืองานเย็นที่ใช้กับใบมีดตัดโลหะ
การเลือกวัสดุขั้นสุดท้ายขึ้นอยู่กับ:
- ความแข็งแรงของสแตนเลส
- ความหนาของวัสดุ
- โหลดคมตัด
- โหมดการสึกหรอที่คาดหวัง
- ความเสี่ยงต่อการบิ่น
- ข้อกำหนดในการลับคม
- เงื่อนไขของเส้นตัด
ค่า HRC 55–57 ที่แสดงในหน้านี้เป็นช่วงความแข็งของใบมีดที่ใช้ได้ ไม่ได้หมายความว่าทุกการใช้งานจะใช้กระบวนการบำบัดความร้อนที่เหมือนกัน
การบดที่แม่นยำและการควบคุมมิติ
SENDA ควบคุมรายการต่อไปนี้ตามขนาดใบมีดและแบบที่ได้รับการอนุมัติ:
- ความหนาของใบมีด
- ความเรียบ
- ความเท่าเทียม
- ขนาดเจาะ
- ความร่วมศูนย์กลางหรือการเบี่ยงเบนหนีศูนย์
- สภาพคมตัด
- ความหยาบผิว
สำหรับขนาดใบมีดที่ใช้บังคับ:
- ความทนทานต่อความหนาสามารถเข้าถึง ±0.001 มม
- ความขนานสามารถเข้าถึง 0.002 มม
- ความหยาบผิวมาตรฐานสามารถเข้าถึง Ra 0.2 μm
- ความหยาบของพื้นผิวขัดเงาสามารถเข้าถึง Ra 0.1 μm
การสนับสนุนเครื่องมือตัดเฉือนที่สมบูรณ์
นอกจากใบมีดตัดแบบหมุนแล้ว SENDA ยังสามารถจัดหาส่วนประกอบเครื่องมือที่เข้ากันตามความกว้างของแถบที่ต้องการ วิธีการปอกวัสดุ และโครงสร้างของเครื่องจักร
ส่วนประกอบที่มีจำหน่าย ได้แก่ :
- สเปเซอร์เหล็ก
- ชิมส์
- แหวนพียู
- แหวนยาง
- แหวนคั่น
- แหวนเปลื้องผ้าเหล็ก
ใบมีด ตัวเว้นระยะ และส่วนประกอบการปอกควรได้รับการกำหนดค่าให้เป็นระบบเครื่องมือที่สมบูรณ์ เพื่อลดความไม่ตรงกันของมิติและการปอกวัสดุที่ไม่เสถียร
ข้อมูลจำเพาะทางเทคนิค
|
พารามิเตอร์
|
ข้อมูลจำเพาะ
|
| ชื่อสินค้า |
HRC55 ใบมีดตัดโรตารี |
| แอปพลิเคชัน |
ตัดเหล็กแผ่น ม้วน และแถบสแตนเลส |
| วัสดุใบมีด |
D2 / SKD11 |
| ความแข็ง |
เหล็กแผ่นรีดร้อน 55–57 |
| เส้นผ่านศูนย์กลางภายนอก |
ปรับแต่งตามรูปวาด |
| เส้นผ่านศูนย์กลางภายใน |
ปรับแต่งตามขนาดอาร์เบอร์ |
| ความหนาของใบมีด |
ปรับแต่งตามการกำหนดค่าเครื่องมือ |
| ความทนทานต่อความหนา |
ลงไปที่ ±0.001 มม. สำหรับขนาดใบมีดที่เกี่ยวข้อง |
| ความเท่าเทียม |
เหลือเพียง 0.002 มม. ขึ้นอยู่กับขนาด |
| ความเรียบ |
ควบคุมตามขนาดเส้นผ่าศูนย์กลางใบมีด ความหนา และความต้องการในการวาด |
| ความอดทนของการเจาะ |
ตามแบบที่ได้รับการอนุมัติและอาร์เบอร์พอดี |
| ศูนย์กลาง/ความเบี่ยงเบนหนีศูนย์ |
ตามรูปวาดและการตรวจสอบที่ได้รับอนุมัติ |
| ความหยาบผิวมาตรฐาน |
รา 0.2 ไมโครเมตร |
| ความหยาบผิวขัดเงา |
สูงถึง Ra 0.1 μm สำหรับขนาดใบมีดที่เกี่ยวข้อง |
| เรขาคณิตขอบ |
ปรับแต่งตามการใช้งานตัด |
| พื้นฐานการผลิต |
การวาด ตัวอย่าง หรือขนาดใบมีดที่มีอยู่ |
| เครื่องมือจับคู่ |
สเปเซอร์ แผ่นชิม แหวน PU แหวนยาง และแหวนเปลื้องผ้า |
| ขั้นต่ำ |
2 ชิ้น |
| เวลานำ |
ประมาณ 35 วัน |
| บรรจุภัณฑ์มาตรฐาน |
กล่องไม้ |
| บริการลับคม |
มีจำหน่ายสำหรับลูกค้าต่างประเทศ |
| การรับรอง |
ISO9001 |
| ประเทศต้นกำเนิด |
จีน |
บันทึก:ค่าความแม่นยำที่ระบุไว้ไม่สามารถใช้ได้กับใบมีดทุกขนาด ความคลาดเคลื่อนสุดท้ายและเกณฑ์การตรวจสอบได้รับการยืนยันตามเส้นผ่านศูนย์กลางของใบมีด ความหนา วัสดุ และแบบที่ได้รับการอนุมัติ
การใช้งานตัดเหล็กสแตนเลส
ใบมีดตัดแบบหมุน HRC55 ใช้สำหรับการตัดแผ่นสแตนเลส ม้วน และแถบตามยาว
ควรเลือกโครงร่างใบมีดตามเกรดสเตนเลสสตีลเฉพาะและสภาพการทำงาน
เกรดสแตนเลสที่แตกต่างกันอาจแตกต่างกัน:
- ความต้านทานแรงดึง
- พฤติกรรมแข็งกระด้างในการทำงาน
- ข้อกำหนดพื้นผิว
- ข้อกำหนดในการตัดขอบ
- ความเสี่ยงต่อการบิ่นและการสึกหรอ
คำอธิบายทั่วไป "สแตนเลส" ยังไม่เพียงพอสำหรับการเลือกใบมีดขั้นสุดท้าย ลูกค้าควรระบุเกรดวัสดุ ช่วงความหนา และความแข็งแรง
ใบมีดโรตารี่ Slitter HRC55 ทำงานอย่างไร
โดยปกติแล้วใบมีดตัดโรตารีจะติดตั้งเป็นคู่ที่ส่วนบนและส่วนล่าง
ในขณะที่เหล็กสแตนเลสไหลผ่านเครื่องจักร ใบมีดด้านบนและด้านล่างจะสร้างการตัดเฉือนอย่างต่อเนื่องผ่านการควบคุมระยะห่างในแนวนอนและการเหลื่อมกันในแนวตั้ง
สภาพการตัดขั้นสุดท้ายจะได้รับผลกระทบจาก:
- วัสดุใบมีดและความแข็ง
- สภาพคมตัด
- การกวาดล้างแนวนอน
- การทับซ้อนกันในแนวตั้ง
- ความแม่นยำของอาร์เบอร์
- ความเท่าเทียมของใบมีด
- การกำหนดค่าความหนาของตัวเว้นวรรค
- การจัดเรียงแหวนเปลื้องผ้า
- ความหนาของวัสดุ
- ความต้านทานแรงดึง
- ความเร็วสายการผลิต
ไม่ควรใช้อัตราส่วนระยะห่างคงที่เดียวกับเกรดสแตนเลสทุกเกรด
ควรเลือกระยะห่างแนวนอนตามเกรดสแตนเลส ความหนาของวัสดุ ความต้านทานแรงดึง สภาพขอบที่ต้องการ และสภาพของเครื่องจักร
ระยะห่างที่ไม่เพียงพออาจเพิ่มภาระการตัด การสึกหรอ และการกะเทาะ ระยะห่างที่มากเกินไปอาจส่งผลให้บริเวณการแตกหักกว้างขึ้น มีเสี้ยนเพิ่มขึ้น หรือการเสียรูปของขอบ
วิธีการเลือกใบมีดตัด HRC55 ที่ถูกต้อง
ยืนยันวัสดุสแตนเลส
กรุณาระบุ:
- เกรดสแตนเลส
- ซีรี่ส์ SUS
- สภาพวัสดุ
- ความต้านทานแรงดึง
- ให้ความแข็งแรงหรือความแข็ง
เกรดวัสดุและความแข็งแรงส่งผลต่อวัสดุใบมีด ความแข็ง รูปทรงของคมตัด และระยะห่างในการตัด
ยืนยันความหนาของวัสดุ
กรุณาระบุ:
- ความหนาใช้งานปกติ
- ความหนาขั้นต่ำ
- ความหนาสูงสุด
- ไม่ว่าความหนาจะเปลี่ยนไปในระหว่างการผลิตหรือไม่
ความหนาของวัสดุส่งผลต่อข้อกำหนดในการรับน้ำหนักของใบมีด ขนาด ระยะห่าง และการทับซ้อนกัน
ยืนยันขนาดใบมีด
ข้อมูลที่แนะนำได้แก่:
- เส้นผ่านศูนย์กลางภายนอก
- เส้นผ่านศูนย์กลางภายใน
- ความหนาของใบมีด
- รูกุญแจหรือโครงสร้างการติดตั้ง
- รูปทรงของคมตัด
- วัสดุใบมีดที่มีอยู่
- ความแข็งของใบมีดที่มีอยู่
แนะนำให้ใช้ภาพวาดทางเทคนิค เมื่อไม่มีภาพวาด ลูกค้าสามารถจัดเตรียมรูปถ่าย ขนาด หรือตัวอย่างทางกายภาพของใบมีดที่มีอยู่ได้
ยืนยันพารามิเตอร์เครื่องจักรและการผลิต
กรุณาระบุ:
- เครื่องตัดรุ่น
- ขนาดอาร์เบอร์
- ความเร็วในการตัด
- ความกว้างของแถบที่ต้องการ
- จำนวนใบมีดในแต่ละชุดเครื่องมือ
- วิธีการล็อคเครื่องมือ
- โครงสร้างตัวเว้นระยะและวงแหวนปอกที่มีอยู่
ใบมีดต้องเข้าคู่กับหัวจับและระบบเครื่องมือที่สมบูรณ์ ไม่ควรผลิตโดยใช้ข้อมูลเส้นผ่านศูนย์กลางภายนอกและเส้นผ่านศูนย์กลางภายในเท่านั้น
อธิบายปัญหาการตัดเฉือนที่มีอยู่
โปรดอธิบายปัญหาปัจจุบัน รวมถึง:
- เสี้ยนมากเกินไป
- การบิ่นขอบตัด
- การลับคมบ่อยครั้ง
- การสึกหรอของใบมีดบนและล่างไม่เท่ากัน
- ความกว้างของแถบไม่เสถียร
- รอยขีดข่วนบนพื้นผิวสแตนเลส
- การยึดเกาะของวัสดุ
- การปอกวัสดุไม่เสถียร
SENDA สามารถตรวจสอบได้ว่าควรปรับใบมีด ระยะห่าง สเปเซอร์ อาร์เบอร์ และเงื่อนไขการติดตั้งร่วมกันหรือไม่
กระบวนการผลิต
เส้นทางการผลิตสำหรับใบมีดตัดแบบหมุน HRC55 ถูกกำหนดตามข้อกำหนดของวัสดุใบมีด ขนาด โครงสร้าง และความแม่นยำ
กระบวนการทั่วไปประกอบด้วย:
- การเขียนแบบและการตรวจสอบการใช้งาน
- การเลือกใช้วัสดุใบมีด
- การตรวจสอบวัตถุดิบ
- การเตรียมเปล่าหรือการปลอม
- การรักษาความร้อนและการแบ่งเบาบรรเทา
- เครื่องจักรกลซีเอ็นซีหยาบ
- การตัดเฉือนภายในและภายนอก
- การบดพื้นผิวที่แม่นยำ
- การตัดเฉือนขอบ
- การบดหรือขัดละเอียด
- การล้างอำนาจแม่เหล็กและการป้องกันสนิม
- การตรวจสอบขั้นสุดท้าย
- บรรจุภัณฑ์กล่องไม้
ใบมีดบาง ใบมีดที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ และรูปทรงขอบพิเศษอาจต้องมีการควบคุมที่แตกต่างกันระหว่างการให้ความร้อนและการเจียร
การตรวจสอบและการควบคุมคุณภาพ
SENDA ก่อตั้งขึ้นในปี 1998 และมีพนักงานมากกว่า 100 คน การผลิตและการตรวจสอบได้รับการจัดการภายใต้ระบบการจัดการคุณภาพ ISO 9001
รายการตรวจสอบอาจรวมถึง: ขึ้นอยู่กับคำสั่งซื้อและแบบที่ได้รับการอนุมัติ
- วัสดุใบมีด
- ความแข็ง
- เส้นผ่านศูนย์กลางภายนอก
- เส้นผ่านศูนย์กลางภายใน
- ความหนาของใบมีด
- ความเรียบ
- ความเท่าเทียม
- ความร่วมศูนย์กลางหรือการเบี่ยงเบนหนีศูนย์
- ความหยาบผิว
- สภาพคมตัด
- รอยขีดข่วนบนพื้นผิว
- บิ่นและเสี้ยน
- เครื่องหมายผลิตภัณฑ์
- ป้องกันสนิม
- สภาพบรรจุภัณฑ์
ข้อกำหนดการตรวจสอบขั้นสุดท้ายจะขึ้นอยู่กับแบบที่ได้รับอนุมัติ คำสั่งซื้อ และข้อตกลงทางเทคนิค
บริการลับคมต่างประเทศ
SENDA ให้บริการลับคมแบบคืนสู่โรงงานให้กับลูกค้าในต่างประเทศ
ก่อนที่จะลับคม ใบมีดที่ใช้จะถูกประเมินสำหรับ:
- การสึกหรอที่ล้ำสมัย
- ความลึกของการบิ่น
- ขนาดใบมีดที่เหลืออยู่
- สภาพวัสดุและความแข็ง
- ประวัติการลับคมก่อนหน้า
- ความเรียบและความเท่าเทียม
- รอยแตกหรือความเสียหายผิดปกติ
เมื่อใบมีดยังคงเหมาะสำหรับการลับคม SENDA สามารถดำเนินการฟื้นฟูคม การเจียรที่แม่นยำ การตรวจสอบมิติใหม่ การป้องกันสนิม และการบรรจุใหม่
ไม่ใช่ว่าใบมีดที่ใช้แล้วทุกใบจะสามารถลับคมได้ อาจจำเป็นต้องเปลี่ยนใบมีดที่มีการบิ่นลึก ขนาดคงเหลือไม่เพียงพอ หรือความเสียหายทางโครงสร้าง
บรรจุภัณฑ์ขั้นต่ำและการจัดส่ง
ปริมาณการสั่งซื้อขั้นต่ำ
ปริมาณการสั่งซื้อขั้นต่ำคือ:
2 ชิ้น
ซึ่งรองรับข้อกำหนดเฉพาะที่กำหนดเอง การยืนยันตัวอย่าง และข้อกำหนดการเปลี่ยนในปริมาณน้อย
เวลานำ
เวลานำมาตรฐานคือ:
ประมาณ 35 วัน
เวลาการส่งมอบขั้นสุดท้ายขึ้นอยู่กับวัสดุใบมีด ขนาด ปริมาณ เส้นทางการอบชุบด้วยความร้อน และข้อกำหนดด้านความแม่นยำ
บรรจุภัณฑ์มาตรฐาน
บรรจุภัณฑ์มาตรฐานคือกล่องไม้
โดยทั่วไปการเตรียมบรรจุภัณฑ์ประกอบด้วย:
- การทำความสะอาดใบมีด
- ป้องกันสนิม
- การป้องกันขอบตัด
- การยึดส่วนบุคคลหรือแบบชั้น
- การเสริมกล่องไม้ภายใน
- การตรวจสอบเครื่องหมายภายนอก
วิธีการบรรจุหีบห่อจะมีการปรับเปลี่ยนตามขนาดใบมีด น้ำหนัก และปริมาณการสั่งซื้อ
คำถามที่พบบ่อย
HRC55 เหมาะสำหรับงานตัดเหล็กสแตนเลสทุกประเภทหรือไม่
เลขที่
HRC55 เป็นข้อกำหนดด้านความแข็งของใบมีดหนึ่งประการ นอกจากนี้ยังต้องประเมินร่วมกับวัสดุใบมีด เกรดสแตนเลส ความหนาของวัสดุ ความต้านทานแรงดึง ความเร็วในการตัด และความเสี่ยงต่อการกะเทาะ
ฉันควรเลือกระหว่าง D2 และ SKD11 อย่างไร
ทั้ง D2 และ SKD11 สามารถใช้กับใบมีดตัดโลหะได้
การเลือกขั้นสุดท้ายขึ้นอยู่กับความแข็งแรงของเหล็กสเตนเลส ความหนา ปริมาณการตัด โหมดการสึกหรอที่คาดหวัง ความเสี่ยงในการกะเทาะ และข้อกำหนดในการลับคม
SENDA ยืนยันการกำหนดค่าวัสดุและการบำบัดความร้อนหลังจากตรวจสอบสภาพการทำงานแล้ว
SENDA สามารถผลิตใบมีดตามแบบได้หรือไม่?
ใช่.
SENDA สามารถผลิตใบมีดตัดแบบหมุนตามแบบของลูกค้า ขนาดใบมีดที่มีอยู่ หรือตัวอย่างทางกายภาพ
การเขียนแบบควรมีเส้นผ่านศูนย์กลางภายนอก เส้นผ่านศูนย์กลางภายใน ความหนา พิกัดความเผื่อ รูปทรงของขอบ และข้อกำหนดด้านวัสดุ
SENDA สามารถให้ความแม่นยำอะไรได้บ้าง?
สำหรับขนาดใบมีดที่ใช้บังคับ:
- ความทนทานต่อความหนาสามารถเข้าถึง ±0.001 มม
- ความขนานสามารถเข้าถึง 0.002 มม
- ความหยาบผิวมาตรฐานสามารถเข้าถึง Ra 0.2 μm
- ความหยาบของพื้นผิวขัดเงาสามารถเข้าถึง Ra 0.1 μm
ความแม่นยำขั้นสุดท้ายได้รับการยืนยันตามขนาดใบมีดและข้อกำหนดในการวาดภาพ
SENDA สามารถจัดหาสเปเซอร์และแหวนปอกได้หรือไม่
ใช่.
SENDA สามารถจัดหาสเปเซอร์เหล็ก แผ่นชิม แหวน PU แหวนยาง แหวนแยก และแหวนปอกเหล็กสำหรับการกำหนดค่าเครื่องมือตัดที่สมบูรณ์
SENDA มีบริการลับคมให้กับลูกค้าในต่างประเทศหรือไม่?
ใช่.
ก่อนลับคม ใบมีดต้องได้รับการประเมินการสึกหรอ การกะเทาะ ขนาดที่เหลืออยู่ สภาพของวัสดุ และประวัติการลับคมก่อนหน้า
ข้อมูลใดที่จำเป็นสำหรับใบเสนอราคา?
กรุณาระบุ:
- เกรดสแตนเลส
- ช่วงความหนาของวัสดุ
- ความต้านทานแรงดึงหรือความแข็ง
- ความเร็วในการตัด
- ความกว้างของแถบที่ต้องการ
- เส้นผ่านศูนย์กลางภายนอกของใบมีด เส้นผ่านศูนย์กลางภายใน และความหนา
- เครื่องตัดรุ่น
- การวาดภาพหรือตัวอย่าง
- วัสดุใบมีดที่มีอยู่
- ปัญหาการตัดเฉือนในปัจจุบัน
- ปริมาณที่ต้องการ
- ข้อกำหนดด้านเครื่องมือที่ตรงกัน
ข้อมูลการสอบถาม
หากต้องการตรวจสอบใบสมัครและเสนอราคา โปรดระบุ:
- เกรดสแตนเลส
- ความหนาของวัสดุขั้นต่ำและสูงสุด
- ความต้านทานแรงดึงหรือความแข็ง
- ความเร็วในการตัด
- ความกว้างของแถบที่ต้องการ
- ใบมีด OD × ID ×ความหนา
- รุ่นเครื่องตัดและขนาดอาร์เบอร์
- วัสดุใบมีดและความแข็งที่มีอยู่
- ปัญหาเสี้ยน การบิ่น หรือการสึกหรอในปัจจุบัน
- สเปเซอร์, แผ่นชิม, แหวน PU หรือแหวนเปลื้องผ้าที่จำเป็น
- การวาดภาพ ภาพถ่าย หรือข้อมูลตัวอย่าง
- ปริมาณที่ต้องการ

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!