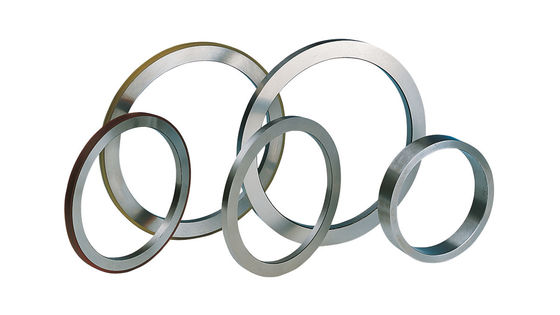
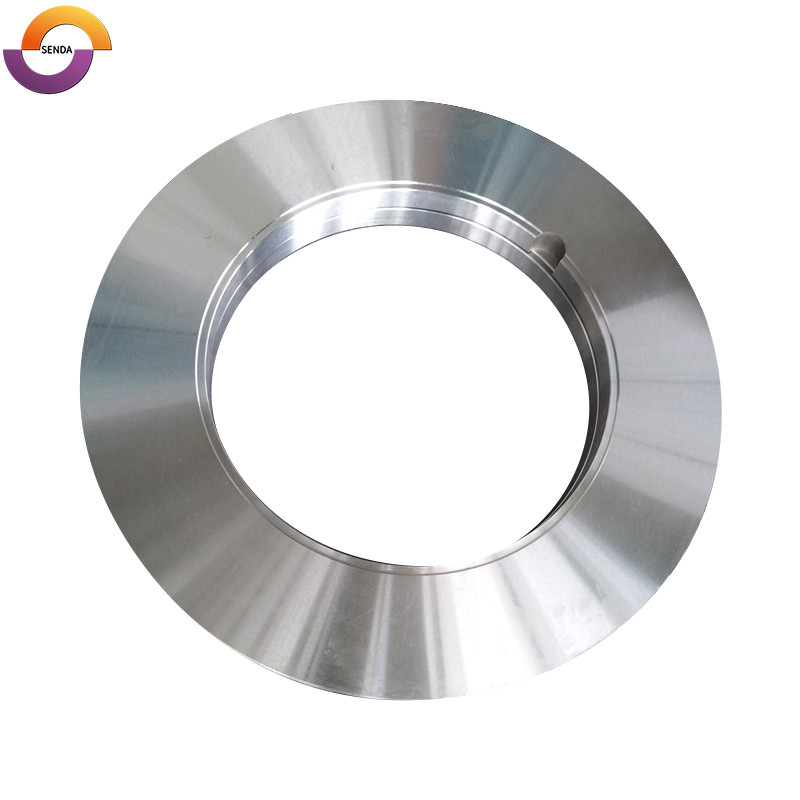
ใบมีดตัดแบบหมุนของ SENDA ได้รับการออกแบบมาเพื่อการตัดตามยาวของเหล็กม้วน แผ่น และแถบเหล็กรีดร้อนรีดร้อนระบายความร้อน ใบมีดติดตั้งอยู่ที่ส่วนบนและส่วนล่างของเส้นตัด ระยะห่างแนวนอนที่ควบคุมและการทับซ้อนกันของใบมีดใช้เพื่อตัดขดลวดเหล็กกว้างให้เป็นแถบแคบลงอย่างต่อเนื่อง
ใบมีดสามารถปรับแต่งตามแบบทางเทคนิค ขนาดใบมีดที่มีอยู่ หรือตัวอย่างทางกายภาพ วัสดุใบมีด ความแข็ง ความแม่นยำของมิติ และเครื่องมือรองรับจะถูกเลือกตามความหนาของเหล็กแผ่นรีดร้อน ความต้านทานแรงดึง ความเร็วในการตัด สภาพของเครื่องจักร และปัญหาการตัดในปัจจุบัน
ข้อมูลจำเพาะของผลิตภัณฑ์หลัก
|
พารามิเตอร์
|
ข้อมูลจำเพาะ
|
| ชื่อสินค้า |
ใบมีดโรตารี Slitter |
| ชื่ออื่นๆ |
ใบมีดตัดคอยล์, มีดตัดแบบวงกลม, ใบมีดตัดแบบหมุน |
| แอปพลิเคชัน |
การตัดตามยาวของเหล็กแผ่นรีดร้อนชนิดม้วน แผ่น และแถบ |
| ความหนาของการตัด |
0.1–24 มม |
| วัสดุที่มีอยู่ |
LS7, LS6, LS13, SKD11, ไฮสปีด, SD-51, SD-56, D2, Cr12MoV |
| ความแข็งของเหล็กเครื่องมือ |
HRC 62–64 สำหรับข้อกำหนดจำเพาะเหล็กกล้าเครื่องมือที่เกี่ยวข้อง |
| เส้นผ่านศูนย์กลางภายนอกสูงสุด |
600 มม |
| ขนาดตัวอย่าง |
6.000″ OD × 3.000″ ID × 0.375″ T |
| ความคลาดเคลื่อนเส้นผ่านศูนย์กลางรูใน |
+0.02 มม |
| การมีศูนย์กลางร่วมกัน |
≤0.02 มม |
| ความทนทานต่อความหนา |
ลงไปที่ ±0.001 มม. ขึ้นอยู่กับเส้นผ่านศูนย์กลางใบมีด |
| ความหยาบผิวมาตรฐาน |
รา 0.2 ไมโครเมตร |
| ความหยาบผิวขัดเงา |
สูงถึง Ra 0.1 μm สำหรับขนาดที่ใช้บังคับ |
| ความเร็วอ้างอิงอุตสาหกรรม Thin-Gauge |
สูงสุดประมาณ 305 ม./นาที |
| การปรับแต่ง |
ตามแบบ ขนาด หรือตัวอย่าง |
| ขั้นต่ำ |
2 ชิ้น |
| เวลาการส่งมอบ |
30–35 วัน |
ขนาดตัวอย่างที่ระบุไว้ไม่ใช่ข้อกำหนดมาตรฐานคงที่ OD, ID, ความหนา, วัสดุ, ความแข็ง และความคลาดเคลื่อนขั้นสุดท้ายได้รับการผลิตตามแบบที่ได้รับการอนุมัติและเงื่อนไขการตัดจริง
การใช้งานสำหรับการตัดเหล็กแผ่นรีดร้อน
ใบมีดตัดแบบหมุนเหล่านี้ส่วนใหญ่จะใช้ใน:
- การตัดเหล็กม้วนรีดร้อน
- การตัดเหล็กแผ่นรีดร้อน
- การผลิตเหล็กเส้นแคบรีดร้อน
- ศูนย์แปรรูปเหล็กม้วน
- ศูนย์บริการเหล็ก
- การตัดขอบแผ่นรีดร้อน
- เส้นตัดหลายมีดต่อเนื่อง
ผลิตภัณฑ์นี้มีไว้สำหรับเหล็กแผ่นรีดร้อนที่ผ่านกระบวนการรีดและระบายความร้อนแล้ว ไม่ได้มีไว้สำหรับการตัดเหล็กร้อนแดง การตัดแบบฟลายอิ้งร้อน หรือการตัดที่อุณหภูมิสูงบนไลน์รีดร้อน
ปัญหาทั่วไปในการตัดเหล็กแผ่นรีดร้อน
ความหนา ความแข็งแรง ขนาดพื้นผิวของเหล็กแผ่นรีดร้อน และแรงตัดของเหล็กรีดร้อนส่งผลต่อการเลือกวัสดุใบมีด ความแข็ง และพารามิเตอร์เครื่องมือ การกำหนดค่าใบมีดหรือเครื่องมือไม่ถูกต้องอาจส่งผลให้:
|
ปัญหาที่พบบ่อย
|
ผลลัพธ์โดยทั่วไป
|
| เสี้ยนมากเกินไป |
เสี้ยนต่อเนื่องหรือเฉพาะจุดตามขอบกรีด |
| ความผิดปกติของขอบ |
ขอบแถบที่ม้วน บีบอัด หรือบิดเบี้ยว |
| ใบมีดบิ่น |
ชิปที่แปลเป็นภาษาท้องถิ่น รอยแตกขนาดเล็ก หรือความเสียหายที่ขอบ |
| การสึกหรอของใบมีดอย่างรวดเร็ว |
การทื่อขอบอย่างรวดเร็วและการลับคมบ่อยขึ้น |
| การสึกหรอของใบมีดไม่สม่ำเสมอ |
อัตราการสึกหรอที่แตกต่างกันระหว่างใบมีดบน ล่าง หรือติดกัน |
| การเปลี่ยนแปลงความกว้าง |
การแปรผันของมิติในแถบสำเร็จรูป |
| มีดติดขัด |
การรบกวนระหว่างการติดตั้งหรือการทำงานของใบมีด |
| การปอกที่ไม่เสถียร |
ความยากลำบากในการชี้แนะหรือแยกแถบกรีด |
ปัญหาเหล่านี้ไม่ได้เกิดจากวัสดุใบมีดเพียงอย่างเดียวเสมอไป ระยะห่างในแนวนอน ความแม่นยำของหัวจับ ความขนานของใบมีด การสะสมของตัวเว้นระยะ เงื่อนไขการติดตั้ง และการกำหนดค่าการปอกอาจส่งผลต่อผลการตัดด้วย
เหตุใดจึงมีรอยขรุขระและรอยตัดที่ผิดปกติ
ผลการตัดเฉือนที่แตกต่างกันสามารถระบุพื้นที่ต่างๆ ที่จำเป็นต้องตรวจสอบได้
|
ผลการตัด
|
ทิศทางการตรวจสอบ
|
| รอยขรุขระผิดปกติในทุกแถบ |
ตรวจสอบความแม่นยำของเครื่องตัดและชุดเครื่องมือครบชุด |
| แถบคี่หรือคู่ไม่สามารถแยกออกได้อย่างสมบูรณ์ |
ตรวจสอบการจัดตำแหน่งไหล่ของหัวจับและระยะห่างของใบมีดคู่แรก |
| เสี้ยนปกติจะปรากฏที่ด้านเดียวกันของแถบ |
ตรวจสอบตำแหน่งการปอก ไหล่ของตัวแยก และระยะห่างเริ่มต้น |
| ขรุขระต่อเนื่องตลอดความยาวแถบ |
ตรวจสอบความเบี่ยงเบนของอาร์เบอร์และความขนานของใบมีด |
| แถบบางแถบก็ยอมรับได้ในขณะที่บางแถบยังมีข้อบกพร่องอยู่ |
ตรวจสอบข้อผิดพลาดของใบมีดสะสมและสภาพพื้นผิวของใบมีด |
| มีรอยขรุขระมากเกินไปเป็นประจำทั้งสองด้านของแถบทั้งหมด |
ระยะห่างแนวนอนอาจมีขนาดใหญ่เกินไป |
| การบีบอัดทั้งสองด้านของแถบทั้งหมดเป็นประจำ |
ระยะห่างแนวนอนอาจน้อยเกินไป |
ปัญหาการตัดเหล็กแผ่นรีดร้อนจึงควรได้รับการประเมินโดยการตรวจสอบใบมีด หัวจับ สเปเซอร์ ระยะห่าง และสภาพการติดตั้งร่วมกัน แทนที่จะเพิ่มความแข็งของใบมีดเพียงอย่างเดียว
วัสดุใบมีดสำหรับเหล็กแผ่นรีดร้อนที่มีความหนาต่างกัน
SENDA เลือกวัสดุใบมีดตามความหนาของเหล็กรีดร้อน ความต้านทานแรงดึง สภาพพื้นผิว และข้อกำหนดในการตัดตามจริง
|
ความหนาของเหล็กแผ่นรีดร้อน
|
วัสดุใบมีดที่มีจำหน่าย
|
| <3.0 มม |
LS7, LS6, SKD11, ไฮสปีด, SD-51, SD-56, D2, Cr12MoV |
| 3.0–6.0 มม |
LS7, LS6, LS13, SKD11, ไฮสปีด, SD-51, SD-56, D2, Cr12MoV |
| >6.0 มม |
LS7, LS13, SKD11, ไฮสปีด, SD-51, SD-56, D2, Cr12MoV |
LS7, LS6 และ LS13
LS7, LS6 และ LS13 ถูกเลือกตามช่วงความหนาของเหล็กแผ่นรีดร้อน:
- LS7 สามารถใช้ได้ในช่วงความหนาหลักสามช่วง
- LS6 ส่วนใหญ่จะใช้กับเหล็กแผ่นรีดร้อนที่มีขนาดต่ำกว่า 6.0 มม.
- LS13 ส่วนใหญ่จะใช้สำหรับเหล็กแผ่นรีดร้อนที่มีความหนามากกว่า 3.0 มม.
SKD11, D2 และ Cr12MoV
SKD11, D2 และ Cr12MoV เป็นวัสดุเหล็กกล้าเครื่องมือประเภทต่างๆ ที่สามารถนำไปใช้กับเหล็กแผ่นรีดร้อนที่มีความหนาต่างๆ ได้ การเลือกขั้นสุดท้ายขึ้นอยู่กับความแข็งแรงของแถบ ขนาดพื้นผิว โหลดการตัด ความเร็วในการตัด และความเสี่ยงในการกะเทาะ
ไฮสปีด
HSS มีจำหน่ายในรูปแบบประเภทวัสดุเหล็กความเร็วสูงสำหรับช่วงความหนาต่างๆ เกรด HSS เฉพาะเจาะจงจะถูกเลือกตามเงื่อนไขการตัดเฉือนจริง
SD-51 และ SD-56
SD-51 และ SD-56 สามารถใช้สำหรับงานรีดเย็นและรีดร้อนได้ การเลือกขั้นสุดท้ายยังคงขึ้นอยู่กับความหนาของแถบ ความแข็งแรง และพารามิเตอร์ของเครื่องจักร
ความแข็งของใบมีดและความสมดุลของความแข็งแกร่ง
HRC 62–64 ใช้ได้กับข้อมูลจำเพาะใบมีดเหล็กกล้าเครื่องมือที่เกี่ยวข้อง แต่ไม่ควรใช้ช่วงความแข็งนี้กับวัสดุใบมีดทุกชนิดอย่างเท่าเทียมกัน
ความแข็งขั้นสุดท้ายขึ้นอยู่กับ:
- วัสดุใบมีด
- ความหนาของเหล็กแผ่นรีดร้อน
- ความต้านทานแรงดึง
- สภาพระดับพื้นผิว
- ใบมีด OD และความหนา
- ความเร็วในการตัด
- โหลดที่ล้ำสมัย
- ความเสี่ยงต่อการบิ่น
ความแข็งที่สูงขึ้นสามารถรองรับการคงสภาพคมตัดและการควบคุมการสึกหรอได้ แต่ต้องคำนึงถึงความทนทานของใบมีดด้วยสำหรับแถบที่หนาขึ้น โหลดการตัดที่สูงขึ้น หรือสภาวะแรงกระแทก
ดังนั้นควรเลือกวัสดุใบมีดและพารามิเตอร์การรักษาความร้อนตามการใช้งานการตัดเฉือนเฉพาะ HRC 62–64 ไม่ใช่ข้อกำหนดความแข็งสากลสำหรับใบตัดเหล็กรีดร้อนทั้งหมด
ความทนทานต่อความหนาของใบมีดและความขนาน
ความแม่นยำของใบมีดเปลี่ยนไปตามเส้นผ่านศูนย์กลางภายนอก ไม่ควรแสดงค่าเผื่อความหนาที่ ±0.001 มม. เป็นค่าเผื่อสากลสำหรับใบมีดทุกขนาด
|
เส้นผ่านศูนย์กลางภายนอกของใบมีด
|
ความทนทานต่อความหนา
|
ความเท่าเทียม
|
| ≤250 มม |
±0.001 มม |
0.002 มม |
| ≤340 มม |
±0.001 มม |
0.002 มม |
| ≤420 มม |
±0.001 มม |
0.002 มม |
| ≤550 มม |
±0.003 มม |
0.002 มม |
| ≤600 มม |
±0.005 มม |
0.005 มม |
ในระบบการตัดเฉือนแบบหลายมีด ข้อผิดพลาดด้านมิติจากใบมีดและตัวเว้นระยะแต่ละอันอาจสะสมอยู่ ดังนั้นควรควบคุมกองเครื่องมือทั้งหมดนอกเหนือจากความหนาของใบมีดแต่ละใบ
ความเรียบของใบมีดตามเส้นผ่านศูนย์กลางและความหนา
ความเรียบของใบมีดขึ้นอยู่กับทั้งเส้นผ่านศูนย์กลางภายนอกและความหนาของใบมีด
|
เส้นผ่านศูนย์กลางภายนอกของใบมีด
|
ความหนา ≤1 มม
|
ความหนา 1–2 มม
|
ความหนา 2–5 มม
|
ความหนา>5 มม
|
| ≤250 มม |
0.02 มม |
0.005 มม |
0.002 มม |
0.002 มม |
| ≤340 มม |
0.03 มม |
0.01 มม |
0.005 มม |
0.002 มม |
| ≤420 มม |
0.04 มม |
0.02 มม |
0.01 มม |
0.002 มม |
| ≤550 มม |
— |
— |
0.02 มม |
0.005 มม |
| ≤600 มม |
— |
— |
— |
0.01 มม |
ความเรียบและความขนานที่เหมาะสมช่วยควบคุมหน้าสัมผัสของใบมีด โหลดการตัดเฉพาะจุด การสึกหรอที่ไม่สม่ำเสมอ และความแปรผันของขอบร่องที่เสร็จแล้ว
ความหยาบของพื้นผิวและการตกแต่ง
ความหยาบผิวใบมีดมาตรฐานคือ Ra 0.2 μm สำหรับขนาดความแม่นยำที่เกี่ยวข้อง ความหยาบของพื้นผิวขัดเงาสามารถเข้าถึง Ra 0.1 μm
|
พารามิเตอร์พื้นผิว
|
ข้อมูลจำเพาะ
|
| ความหยาบผิวมาตรฐาน |
รา 0.2 ไมโครเมตร |
| ความหยาบผิวขัดเงา |
รา 0.1 ไมโครเมตร |
| ช่วงการใช้งานหลักสำหรับ Ra 0.1 μm |
ขนาดใบมีดที่สอดคล้องกันโดยมี OD ≤420 มม |
| พื้นผิวเสร็จสิ้น |
พื้นขัดและขัดเงา |
คำเดิม “ความกลมของพื้นผิว: Ra 0.1 μm” ควรได้รับการแก้ไขเป็น “ความหยาบของพื้นผิว” เนื่องจาก Ra หมายถึงความหยาบของพื้นผิวมากกว่าความกลม
การอ้างอิงระยะห่างใบมีดแนวนอน
ในตอนแรกจะเลือกระยะห่างของใบมีดแนวนอนตามความหนาของแถบและความต้านทานแรงดึง
|
วัสดุและความต้านแรงดึง
|
การกวาดล้างแนวนอนเป็นเปอร์เซ็นต์ของความหนาของแถบ
|
| อะลูมิเนียมเนื้ออ่อน ทองแดง และทองเหลือง ≤100 MPa |
3%–5% |
| เหล็กเหนียว โลหะผสมทองแดง และอะลูมิเนียมแข็ง ≤240 MPa |
ประมาณ 10% |
| เหล็กกล้าแข็งปานกลางและสเตนเลสอ่อน ประมาณ 420–620 MPa |
ประมาณ 12%–15% |
| สเตนเลส และเหล็กกล้าอัลลอยด์สูง ประมาณ 700–1310 MPa |
ประมาณ 15%–25% |
สำหรับเหล็กแผ่นรีดร้อน ช่วงอ้างอิงหลักคือ:
- เหล็กแผ่นรีดร้อนชนิดเนื้อนิ่มที่มีความต้านทานแรงดึง ≤240 MPa: ระยะห่างเริ่มต้นประมาณ 10% ของความหนาของแถบ
- เหล็กรีดร้อนกำลังปานกลางที่มีความต้านทานแรงดึงประมาณ 420–620 MPa: ระยะห่างเริ่มต้นประมาณ 12%–15% ของความหนาของแถบ
ค่าเหล่านี้เป็นการอ้างอิงการตั้งค่าเริ่มต้น ระยะห่างสุดท้ายจะต้องปรับตามเกรดเหล็กจริง ความหนา สภาพของคมตัด ความแม่นยำของเครื่องจักร และโปรไฟล์คมตัดที่ต้องการ
การกวาดล้างที่มากเกินไปอาจส่งผลให้เกิดเศษเสี้ยนสม่ำเสมอ ระยะห่างที่ไม่เพียงพออาจเพิ่มแรงอัดของวัสดุ น้ำหนักของคมตัด หรือการสึกหรอที่ผิดปกติ
ใบมีดโรตารี Slitter ทำงานอย่างไร
หลังจากที่เหล็กม้วนรีดร้อนเข้าสู่เส้นตัดแล้ว ใบมีดหมุนด้านบนและด้านล่างจะถูกติดตั้งบนแกนของพวกมัน ใบมีด ตัวเว้นระยะ และแผ่นรองถูกจัดเรียงตามความกว้างของแถบที่ต้องการ
กระบวนการตัดประกอบด้วย:
- เหล็กม้วนรีดร้อนเข้าสู่เส้นตัด
- ใบมีดโรตารีถูกจัดเรียงไว้ที่แกนด้านบนและด้านล่างตามความกว้างของเป้าหมาย
- ตัวเว้นระยะเหล็กควบคุมตำแหน่งใบมีดและความกว้างของแถบสำเร็จรูป
- แผ่นชิมใช้เพื่อปรับตำแหน่งใบมีดและระยะห่างแนวนอนอย่างละเอียด
- ใบมีดด้านบนและด้านล่างสร้างระยะห่างและการทับซ้อนกันตามแนวนอนที่ต้องการ
- เหล็กม้วนจะถูกตัดอย่างต่อเนื่องเมื่อผ่านขอบใบมีด
- แหวนยางและแหวนเปลื้องผ้ารองรับการยึด การนำทาง และการถอดแถบ
- แถบกรีดยังคงหดตัวหรือประมวลผลต่อเนื่อง
คุณภาพการตัดไม่เพียงขึ้นอยู่กับความคมของใบมีดเท่านั้น แต่ยังขึ้นอยู่กับสภาพของหัวจับ ความแม่นยำของใบมีด การตั้งค่าระยะห่าง และขนาดที่สะสมของปึกเครื่องมือทั้งหมดอีกด้วย
เครื่องมือที่สมบูรณ์แบบสำหรับเส้นตัดเหล็กแผ่นรีดร้อน
SENDA สามารถกำหนดค่าใบมีดและเครื่องมือรองรับตามเครื่องตัด ความกว้างของแถบเป้าหมาย และโครงสร้างกองเครื่องมือ
|
ส่วนประกอบเครื่องมือ
|
ฟังก์ชั่นหลัก
|
| ใบมีดโรตารี Slitter |
ดำเนินการตัดตามยาวอย่างต่อเนื่อง |
| สเปเซอร์เหล็ก |
ควบคุมตำแหน่งใบมีดและความกว้างของแถบที่เสร็จแล้ว |
| ชิมส์ |
ปรับแต่งตำแหน่งใบมีดและระยะห่างแนวนอน |
| แหวน NBR |
แนะนำสำหรับวัสดุรีดร้อนเพื่อการจับยึด การแนะนำ และการรองรับการปอก |
| แหวนพียู |
ทางเลือกสำหรับวัสดุรีดร้อน |
| แหวนผู้เปลื่องเหล็ก |
ใช้แรงกด นำทาง และดึงแถบแคบออก |
| เครื่องมือแยก |
แยกและนำทางแถบกรีด |
สำหรับวัสดุรีดร้อน วงแหวน NBR เป็นทิศทางที่แนะนำ ในขณะที่วงแหวน PU สามารถเลือกได้ตามเครื่องจักรและสภาพพื้นผิวของวัสดุ
วิธีการเลือกใบมีดโรตารี Slitter สำหรับเหล็กแผ่นรีดร้อน
1. ยืนยันพารามิเตอร์เหล็กแผ่นรีดร้อน
กรุณาระบุ:
- เกรดเหล็กรีดร้อน
- ความหนาของแถบ
- ความต้านทานแรงดึง
- สภาพพื้นผิว
ข้อมูลนี้ใช้เพื่อกำหนดวัสดุใบมีด ความแข็ง และระยะห่างแนวนอนเริ่มต้น
2. ยืนยันขนาดใบมีดและหัวจับ
กรุณาระบุ:
- เส้นผ่านศูนย์กลางภายนอกของใบมีด
- เส้นผ่านศูนย์กลางภายในของใบมีด
- ความหนาของใบมีด
- ขนาดอาร์เบอร์
- โครงสร้างการเจาะและการติดตั้ง
- การวาดใบมีดหรือตัวอย่างทางกายภาพที่มีอยู่
ข้อกำหนดในการเขียนแบบสำหรับความเรียบ ความขนาน ความร่วมศูนย์ รัศมี การลบมุม หรือรูปทรงล้ำสมัยก็ควรระบุไว้ด้วย
3. ยืนยันเงื่อนไขการผลิต
กรุณาระบุ:
- ความเร็วในการตัด
- ความกว้างของแถบเป้าหมาย
- รุ่นเครื่องตัด
- การกำหนดค่าเครื่องมือมีดหลายแบบ
เส้นตัดความเร็วสูงบางเส้นที่แปรรูปเหล็กรีดเย็นและเหล็กรีดร้อนประมาณ 0.5–2.7 มม. มีความเร็วอ้างอิงทางอุตสาหกรรมประมาณ 305 ม./นาที ความเร็วในการทำงานจริงยังคงขึ้นอยู่กับความหนาของแถบ ความต้านทานแรงดึง ขนาดใบมีด และสภาพของเครื่องจักร ไม่ควรใช้ความเร็วนี้อย่างสม่ำเสมอกับช่วงความหนา 0.1–24 มม. ทั้งหมด
4. ยืนยันปัญหาการตัดเฉือนปัจจุบัน
ภาพถ่ายของขอบกรีด คมตัดของใบมีด และสภาพการสึกหรอสามารถช่วยประเมิน:
- ตำแหน่งและทิศทางของเสี้ยน
- ใบมีดบิ่น
- การสึกหรอของใบมีดไม่สม่ำเสมอ
- รูปแบบความกว้างของแถบ
- มีดติดขัด
- การปอกที่ไม่เสถียร
5. ยืนยันข้อกำหนดเครื่องมือที่รองรับ
โปรดยืนยันว่าคำสั่งซื้อต้องการ:
- สเปเซอร์เหล็ก
- ชิมส์
- แหวน NBR หรือ PU
- แหวนเปลื้องผ้าเหล็ก
- เครื่องมือแยก
ตั้งแต่การทบทวนการเขียนไปจนถึงการตรวจสอบมิติ
ใบมีดตัดเหล็กแผ่นรีดร้อนจะต้องตรงกับหัวจับ ตัวเว้นระยะ และกองเครื่องมือที่มีอยู่ของลูกค้า SENDA สามารถผลิตตามแบบของลูกค้า ขนาดใบมีดที่มีอยู่ หรือตัวอย่างทางกายภาพ แบบที่ได้รับการอนุมัติจะใช้เป็นพื้นฐานสำหรับการผลิตและการตรวจสอบผลิตภัณฑ์สำเร็จรูป
การวาดและการทบทวนพารามิเตอร์
ก่อนการผลิต ข้อมูลทางเทคนิคจะได้รับการตรวจสอบเพื่อยืนยัน:
- ใบมีด OD, ID และความหนา
- ขนาดข้อต่อแบบเจาะถึงอาร์เบอร์
- ข้อกำหนดด้านความเรียบและความขนาน
- ข้อกำหนดด้านศูนย์กลาง
- รัศมี การลบมุม และโครงสร้างที่ล้ำสมัย
- ความคลาดเคลื่อนของขนาดและข้อมูลการตรวจสอบที่แสดงบนภาพวาด
นอกจากนี้ วัสดุใบมีด ความแข็ง และเกรดความแม่นยำยังถูกเลือกตามความหนาของเหล็กแผ่นรีดร้อน ความต้านทานแรงดึง และเงื่อนไขการตัดตามจริง

การตรวจสอบมิติใบมีดสำเร็จรูป
หลังการตัดเฉือน ขนาดใบมีดที่เสร็จแล้วและสภาพพื้นผิวจะถูกตรวจสอบตามแบบที่ได้รับการอนุมัติและข้อกำหนดในการสั่งซื้อ ซึ่งจะช่วยยืนยันว่าใบมีดตรงกับหัวจับและการกำหนดค่าเครื่องมือที่มีอยู่ของลูกค้า
รายการตรวจสอบอาจรวมถึง:
- เส้นผ่านศูนย์กลางภายนอก
- เส้นผ่านศูนย์กลางภายใน
- ความหนาของใบมีด
- มิติที่ระบุการวาด
- ความทันสมัยและสภาพพื้นผิว
- ความพอดีของชุดเครื่องมือทั้งชุด
กระบวนการผลิต
SENDA ผลิตเครื่องมือสลิตทางอุตสาหกรรมจากเหล็กกล้าเครื่องมือโลหะผสมหลอม เหล็กความเร็วสูง เหล็กที่เป็นกรรมสิทธิ์ และเหล็กประสิทธิภาพสูงที่ทำจากโลหะผง
กระบวนการผลิตหลักประกอบด้วย:
- การสมัครและรีวิวการวาดภาพ
- วัสดุใบมีดและการยืนยันความแข็ง
- การเตรียมวัตถุดิบและการตีขึ้นรูป
- การบำบัดความร้อนด้วยสุญญากาศหรือการบำบัดความร้อนด้วยเกลืออาบน้ำ
- การแบ่งเบาบรรเทา
- การกลึงมิติ CNC
- การบดทรงกระบอกภายในและภายนอก
- การบดพื้นผิวที่แม่นยำ
- การประมวลผลที่ล้ำสมัย
- การขัดหรือขัด
- การตรวจสอบมิติและพื้นผิว
- การป้องกันสนิมและบรรจุภัณฑ์
เส้นทางการผลิตจริงอาจแตกต่างกันไปตามข้อกำหนดของวัสดุใบมีด ขนาด และความแม่นยำ
การตรวจสอบและการควบคุมคุณภาพ
SENDA ใช้การวิเคราะห์วัสดุ การตรวจสอบขนาด และการตรวจสอบพื้นผิวเพื่อควบคุมวัตถุดิบ กระบวนการผลิต และใบมีดสำเร็จรูป
|
รายการตรวจสอบ
|
เนื้อหาการตรวจสอบ
|
| การวิเคราะห์สเปกตรัม |
ตรวจสอบองค์ประกอบทางเคมีของวัสดุ |
| การวิเคราะห์ทางโลหะวิทยา |
ประเมินโครงสร้างจุลภาคของวัสดุ |
| การทดสอบแบบไม่ทำลาย |
ตรวจสอบข้อบกพร่องของวัสดุหรือผลิตภัณฑ์ |
| การตรวจสอบ OD และ ID |
ตรวจสอบเส้นผ่านศูนย์กลางภายนอกและภายในตามแบบที่ได้รับการอนุมัติ |
| การตรวจสอบความหนา |
ตรวจสอบความหนาของใบมีด |
| การตรวจสอบความเรียบ |
ตรวจสอบความเรียบของใบมีด |
| การตรวจสอบความขนาน |
ตรวจสอบความขนานระหว่างพื้นผิวการทำงาน |
| การตรวจสอบความเข้มข้น |
ตรวจสอบความสัมพันธ์แบบศูนย์กลางระหว่างรูและเส้นผ่านศูนย์กลางภายนอก |
| การตรวจสอบความหยาบของพื้นผิว |
ตรวจสอบความหยาบของพื้นผิวหรือขัดเงา |
| การตรวจสอบที่ล้ำสมัย |
ตรวจสอบสภาพการบิ่น ครีบ และการเจียร |
รายการตรวจสอบเฉพาะถูกกำหนดตามวัสดุใบมีด ขนาด แบบ และข้อกำหนดในการสั่งซื้อ
บรรจุภัณฑ์และการจัดส่ง
|
รายการ
|
ข้อมูลจำเพาะ
|
| ขั้นต่ำ |
2 ชิ้น |
| เวลาการส่งมอบ |
30–35 วัน |
| ป้องกันสนิม |
น้ำมันป้องกันสนิม |
| การป้องกันภายใน |
ห่อพลาสติกป้องกัน |
| บรรจุภัณฑ์ด้านนอก |
กล่องไม้อัดที่แข็งแกร่ง |
| เงื่อนไขการชำระเงิน |
L/C, D/A, D/P, T/T เวสเทิร์นยูเนี่ยน |
| การรับรอง |
ISO9001 |
| สถานที่กำเนิด |
จีน |
ก่อนบรรจุภัณฑ์ ใบมีดได้รับการป้องกันสนิม การห่อพลาสติกเพื่อการป้องกันและกล่องไม้อัดที่แข็งแรงช่วยลดความเสี่ยงต่อความชื้น การกัดกร่อน และความเสียหายของคมตัดระหว่างการขนส่ง
คำถามที่พบบ่อย
มีวัสดุอะไรบ้างสำหรับใบมีดตัดเหล็กแผ่นรีดร้อน?
วัสดุที่มีจำหน่าย ได้แก่ LS7, LS6, LS13, SKD11, HSS, SD-51, SD-56, D2 และ Cr12MoV LS7, LS6 และ LS13 ถูกเลือกตามความหนาของเหล็กแผ่นรีดร้อน วัสดุอื่นๆ จะถูกเลือกตามความแข็งแรงของแถบ สภาพพื้นผิว และข้อกำหนดในการตัดตามจริง
ใบมีดสามารถแปรรูปเหล็กแผ่นรีดร้อนได้ความหนาเท่าใด?
ช่วงความหนาตัดปัจจุบันคือ 0.1–24 มม. ความหนา ความแข็งแรง และสภาพเครื่องจักรที่แตกต่างกันต้องใช้วัสดุใบมีด ความแข็ง ขนาด ระยะห่าง และความเร็วในการทำงานที่แตกต่างกัน
HRC 62–64 เหมาะกับวัสดุใบมีดทุกประเภทหรือไม่
ไม่ HRC 62–64 มีจำหน่ายเฉพาะกับข้อมูลจำเพาะใบมีดเหล็กกล้าเครื่องมือที่เกี่ยวข้องเท่านั้น เหล็กกล้าซีรีส์ LS, วัสดุ HSS, ซีรีส์ SD และเกรดอื่นๆ จำเป็นต้องเลือกความแข็งตามคุณสมบัติของวัสดุและสภาพการทำงานจริง
ควรใช้ระยะห่างแนวนอนเท่าใดในการตัดเหล็กแผ่นรีดร้อน
สำหรับเหล็กแผ่นรีดร้อนเนื้ออ่อนที่มีความต้านทานแรงดึง ≤240 MPa สามารถใช้ความหนาของแถบประมาณ 10% เป็นข้อมูลอ้างอิงเบื้องต้นได้ สำหรับเหล็กรีดร้อนกำลังปานกลางที่ประมาณ 420–620 MPa สามารถใช้ประมาณ 12%–15% เป็นข้อมูลอ้างอิงเบื้องต้นได้ ควรปรับระยะห่างขั้นสุดท้ายตามโปรไฟล์คมตัด สภาพเสี้ยน ความแม่นยำของเครื่องจักร และสภาพใบมีด
SENDA สามารถให้ความแม่นยำของใบมีดได้เท่าใด
ความทนทานต่อความหนาสามารถเข้าถึง ±0.001 มม. และความขนานอาจสูงถึง 0.002 มม. ขึ้นอยู่กับเส้นผ่านศูนย์กลางใบมีด ความหยาบผิวมาตรฐานคือ Ra 0.2 μm ในขณะที่ข้อมูลจำเพาะขัดเงาที่เกี่ยวข้องสามารถเข้าถึง Ra 0.1 μm
ข้อมูลใดที่จำเป็นสำหรับใบเสนอราคา?
โปรดระบุเกรดเหล็กรีดร้อน ความหนา ความต้านทานแรงดึง ความเร็วการตัด ความกว้างของแถบเป้าหมาย ใบมีด OD × ID × T ขนาดแกน วัสดุของใบมีดในปัจจุบัน ปัญหาในการตัดในปัจจุบัน การวาดภาพ และปริมาณที่ต้องการ
ข้อมูลที่จำเป็นสำหรับใบเสนอราคาที่กำหนดเอง
หากต้องการระบุวัสดุใบมีด ความแข็ง ความแม่นยำของขนาด และการกำหนดค่าเครื่องมือที่เหมาะสม โปรดระบุ:
- เกรดเหล็กรีดร้อน
- ความหนาของเหล็กแผ่นรีดร้อน
- ความต้านทานแรงดึง
- ความเร็วในการตัด
- ความกว้างของแถบเป้าหมาย
- เส้นผ่านศูนย์กลางภายนอกของใบมีด เส้นผ่านศูนย์กลางภายใน และความหนา
- ขนาดอาร์เบอร์
- วัสดุใบมีดในปัจจุบัน
- ปัญหาเสี้ยน การบิ่น หรือการสึกหรอในปัจจุบัน
- สเปเซอร์ แหวนยาง หรือแหวนเปลื้องผ้าที่จำเป็น
- การเขียนแบบทางเทคนิคของใบมีด
- ภาพถ่ายเบลดหรือขนาดทางกายภาพที่มีอยู่
- ปริมาณที่ต้องการ
อัพโหลดแบบใบมีดของคุณและระบุความหนาของเหล็กรีดร้อน ความต้านทานแรงดึง และพารามิเตอร์เส้นตัดสำหรับวัสดุ ความทนทานต่อขนาด และการตรวจสอบเครื่องมือที่สมบูรณ์

 ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!
ข้อความของคุณจะต้องอยู่ระหว่าง 20-3,000 ตัวอักษร!